
(1) Först och främst innebär den blinda strävan efter hög produktion att maskinen har en enda prestanda och dålig anpassningsförmåga, och även med försämrad produktkvalitet och ökad defektrisk. När marknaden förändras kan maskinen bara hanteras till ett lågt pris.
Varför är det ofta omöjligt att uppnå både produktion, prestanda och kvalitet? Vi vet alla att det finns två sätt att öka produktionen: snabbare hastighet och ett större antal matare. Att öka antalet matare verkar uppenbarligen vara lättare att uppnå.
Men vad händer om antalet matare ökar? Som visas på följande bild:
Efter att antalet matare ökat,kammens breddsmalnar av och kurvan blir brant. Om kurvan är för brant kommer nålarna att orsaka allvarligt slitage, så kurvans höjd måste sänkas för att göra kurvan jämn.
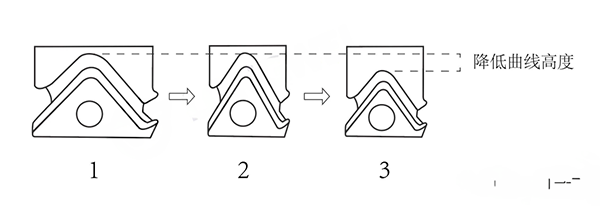
Efter att kurvan sänkts,nålens höjdblir lägre, och den långa nålspärrens sticknålsspiral kan inte dras tillbaka helt, så maskinen kan bara använda sticknålen på den korta nålspärren.
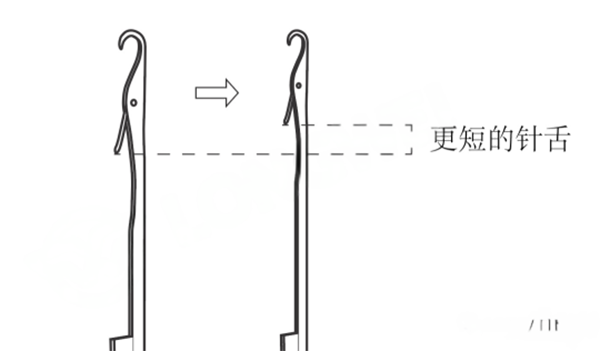
Ändå är det utrymme som kan minskas begränsat. Därför är hörnkurvan på högmatarmaskinen alltid relativt brant. Det betyder att stygnen också slits snabbare.
Nålen med kort nålspärr blir svårare att använda vid tillverkning av bomullsgarn och tillsättning av lycra.
På grund av den smala hörnkurvan och det mindre utrymmet för gasbindningsmunstycket är det svårare för maskinen att justera tidspositionen. Olika faktorer leder till att maskinen används en gång med ett stort antal matare och dålig anpassningsförmåga.
(2) Ett stort antal matare och hög produktion ger inte höga vinster.
Ju fler matare det finns, desto större resistans har maskinen och desto högre strömförbrukning. Alla förstår lagen om energibesparing.
Ju fler matare det finns, desto högre upp i samma cirkel körs maskinen, desto längre öppnings- och stängningstider för nålspärren, desto snabbare frekvens och desto kortare livslängd. Och den testar sticknålarnas kvalitet.
Ju högre frekvens nålen öppnas och stängs, desto större är sannolikheten för instabila faktorer på tygytan, och desto högre är risken.
Till exempel: 96-matarmaskiner kör en cirkel med nålspärren öppnas och stängs 96 gånger, 15 varv per minut, 24 timmars öppnings- och stängningstider: 96*15*60*24=2073600 gånger.
Maskinen med 158 matare öppnar och stänger nålspärren i en cirkel 158 gånger, 15 varv per minut, öppnings- och stängningstider under ett dygn: 158*15*60*24=3412800 gånger.
Därför förkortas användningstiden för stickor år efter år.
(3) På liknande sätt gäller motståndet och friktionen hoscylindernär också större, och hela maskinens vikningshastighet är också snabbare.
I det här fallet, om bearbetningsavgiften beräknas per tid eller rotation, måste det finnas en motsvarande multipel bearbetningsavgift för att kompensera för dessa förluster. Om det inte är en mycket brådskande beställning kan bearbetningsavgiften ofta inte nå samma pris som antalet matare.
Den verkligt höga avkastningen som bör eftersträvas kommer från högre maskinnoggrannhet och precision samt en mer rimlig design. Gör maskinen mer energieffektiv i drift, gör prestandan mer stabil och tillförlitlig, och minska slitage och friktion för att få en längre livslängd på sticknålen. Bättre tygkvalitet och minska onödiga förluster.
Publiceringstid: 19 januari 2024